The milling of splines as well as gears belongs to precision machining due to the reliability and expected high quality of the components. Splines are used for movement-separable connections. They consist of connecting the hub to the shaft by means of a fit groove. This prevents the action of a torsional torque that could cause rotation of the system in relation to each other. Gears, on the other hand, are a component of an active gear that operates by interlocking grooves and transmitting rotational speed.
Due to the variety of shapes of spline grooves as well as gears, the first step in the machining process is to select a suitable cutting tool. This tool has the task of reproducing the size and contour of the groove very accurately. Parameters that are important for the selection of a cutting tool include: modulus, contour angle, accuracy class and radius of the rounded notch bottom. The type of tool, on the other hand, is influenced primarily by the choice of machining method for the workpiece. This depends on the type of machine tool and its technological capabilities. For this reason, a distinction is made between four methods of shaped groove milling in order to achieve a tooth profile.
Spline milling – the InvoMillingTM method.
The first of these is the InvoMillingTM method. It consists of machining the external contours of splines and gears. It is used on standard machine tools. However, it requires the use of special milling cutters, dedicated to a specific tooth profile. On the other hand, using CNC machine tools and with the help of CAD/CAM software, it is possible to obtain various types of profiles using only one set of cutting tools. In this case, the method is flexible in terms of the variety of the machining order, especially when making small and medium-sized batches.

Power spline milling
The Power Skiving method is another in the processing of serrations and splines. This is the process of flaking the material in continuous machining. The advantage in choosing this method is that the machining time is many times less than with chiselling or broaching. For this reason, this method is particularly suitable for high volume production with short lead times. Power Skiving enables internal and external serrations and splines to be produced. This is achieved by synchronising the axes of the machine spindle and the cutting tool to each other, as well as setting their rake angle. Thanks to single-setting machining, the workpieces produced have even better surface quality than in other spline milling methods. The method is used for machining helical gears with straight or helical teeth. In addition, the Power Skiving technique offers the possibility of both roughing and finishing, which is a major advantage of the process.
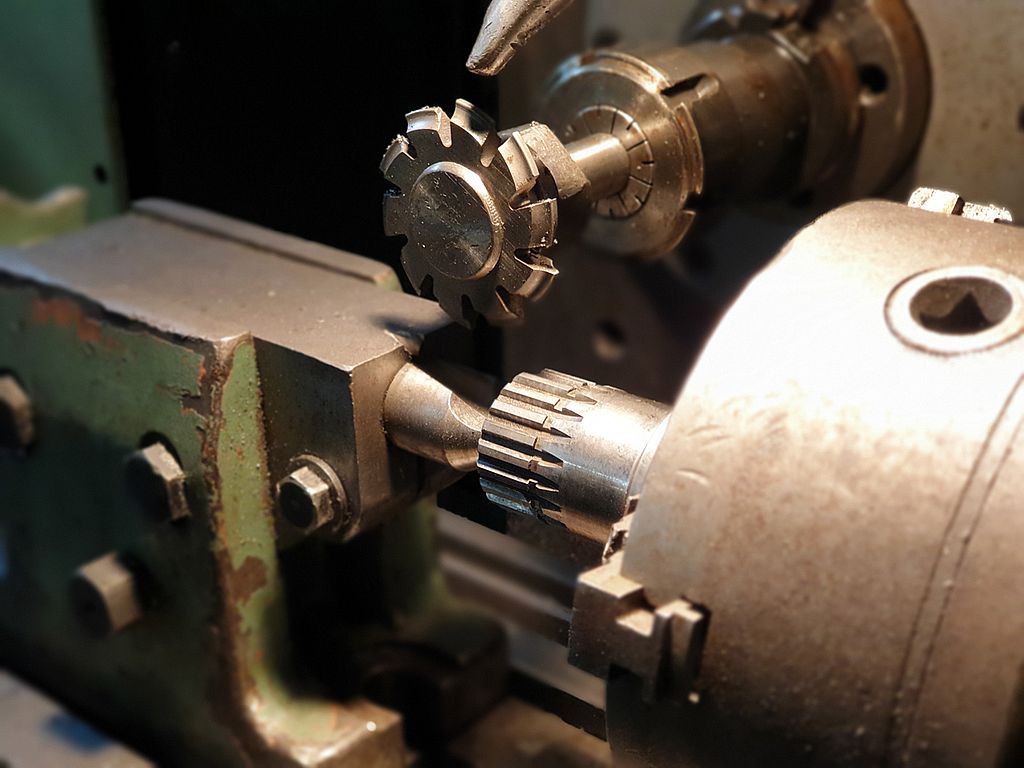
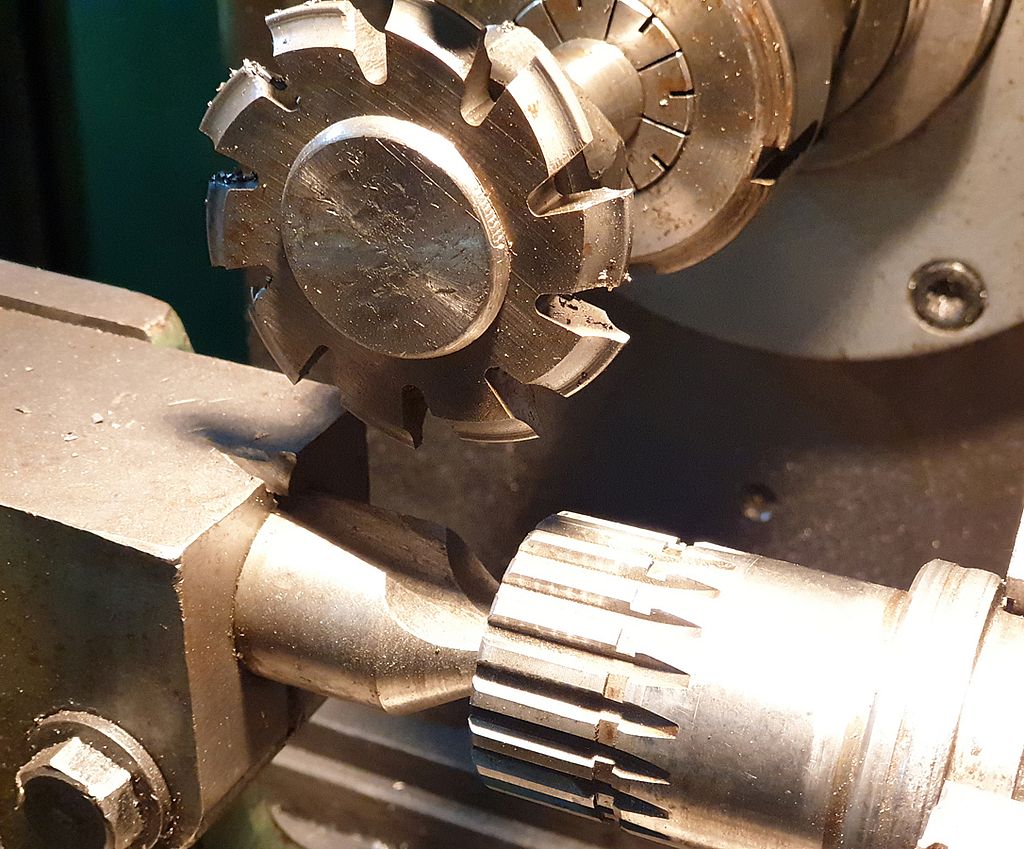
Spline milling with disc milling cutters
The third method is disc milling. This method is only used for external splines due to the machining technology. Spline milling with disc milling cutters can be used in multi-tasking machine tools, milling centres or turning centres. This gives a wider spectrum of machine use than the hitherto used circumferential milling machines. This makes machining faster and more flexible, thus reducing investment costs during production. The use of disc milling cutters allows machining at high cutting speeds with a single inter-tooth gap. This translates into the possibility of machining hard-to-machine materials. It is also worth mentioning that this method is used for low- and medium-volume production for economic reasons.
Peripheral machining
The last method is envelope machining, which is used for the production of gears with external toothing on envelope milling machines or five-axis machine tools. It consists of cutting with a helical tool in a rotary pattern. Due to the limited shape and size of the cutting inserts, this method is dedicated to tooth forms according to DIN 3972-2 with a modulus in the range 3-10 [mm]. Nevertheless, by using a multi-tool, one of the greatest advantages is the high cutting speed and tool life, resulting in shorter downtimes and reduced process failure.