Das Fräsen von Verzahnungen sowie von Zahnrädern gehört aufgrund der Zuverlässigkeit und der zu erwartenden hohen Qualität der Bauteile zur Präzisionsbearbeitung. Verzahnungen werden für bewegungsgetrennte Verbindungen eingesetzt. Sie bestehen aus der Verbindung der Nabe mit der Welle durch eine Passungsnut. Dadurch wird die Einwirkung eines Torsionsmoments verhindert, das eine Drehung des Systems im Verhältnis zueinander verursachen könnte. Zahnräder hingegen sind Bestandteil eines aktiven Getriebes, das durch ineinander greifende Nuten arbeitet und die Drehgeschwindigkeit überträgt.
Aufgrund der Vielfalt der Formen von Keilnuten und Zahnrädern besteht der erste Schritt im Bearbeitungsprozess in der Auswahl eines geeigneten Schneidwerkzeugs. Dieses Werkzeug hat die Aufgabe, die Größe und Kontur der Nut sehr genau wiederzugeben. Zu den Parametern, die für die Auswahl eines Schneidwerkzeugs wichtig sind, gehören: Modul, Konturwinkel, Genauigkeitsklasse und Radius des abgerundeten Kerbgrunds. Die Art des Werkzeugs hingegen wird in erster Linie durch die Wahl der Bearbeitungsmethode für das Werkstück beeinflusst. Diese ist abhängig von der Art der Werkzeugmaschine und deren technologischen Möglichkeiten. Aus diesem Grund werden vier Methoden des Formnutenfräsens unterschieden, um ein Zahnprofil zu erhalten.
Keilnutfräsen – das InvoMillingTM-Verfahren.
Das erste dieser Verfahren ist das InvoMillingTM-Verfahren. Sie besteht in der Bearbeitung der Außenkonturen von Verzahnungen und Zahnrädern. Sie wird auf Standard-Werkzeugmaschinen angewendet. Sie erfordert jedoch den Einsatz von Spezialfräsern, die für ein bestimmtes Zahnprofil vorgesehen sind. Auf CNC-Werkzeugmaschinen und mit Hilfe von CAD/CAM-Software ist es dagegen möglich, mit nur einem Satz von Fräswerkzeugen verschiedene Arten von Profilen zu erhalten. In diesem Fall ist das Verfahren flexibel, was die Vielfalt der Bearbeitungsreihenfolge angeht, insbesondere bei der Herstellung kleiner und mittlerer Serien.

Power-Spline-Fräsen
Das Power-Skiving-Verfahren ist ein weiteres Verfahren zur Bearbeitung von Kerbverzahnungen und Splines. Dabei handelt es sich um ein Verfahren, bei dem das Material in einer kontinuierlichen Bearbeitung geschält wird. Der Vorteil dieser Methode ist, dass die Bearbeitungszeit um ein Vielfaches geringer ist als beim Meißeln oder Räumen. Aus diesem Grund eignet sich diese Methode besonders für die Großserienfertigung mit kurzen Vorlaufzeiten. Das Power Skiving ermöglicht die Herstellung von Innen- und Außenverzahnungen und Splines. Dies wird durch die Synchronisierung der Achsen der Maschinenspindel und des Schneidwerkzeugs sowie durch die Einstellung ihres Spanwinkels erreicht. Die Werkstücke weisen dank der Einscheibenbearbeitung eine noch bessere Oberflächenqualität auf als bei anderen Verzahnungsfräsverfahren. Das Verfahren wird für die Bearbeitung von Schrägverzahnungen mit geraden oder schrägen Zähnen eingesetzt. Darüber hinaus bietet das Power-Skiving-Verfahren die Möglichkeit, sowohl zu schruppen als auch zu schlichten, was ein großer Vorteil des Verfahrens ist.
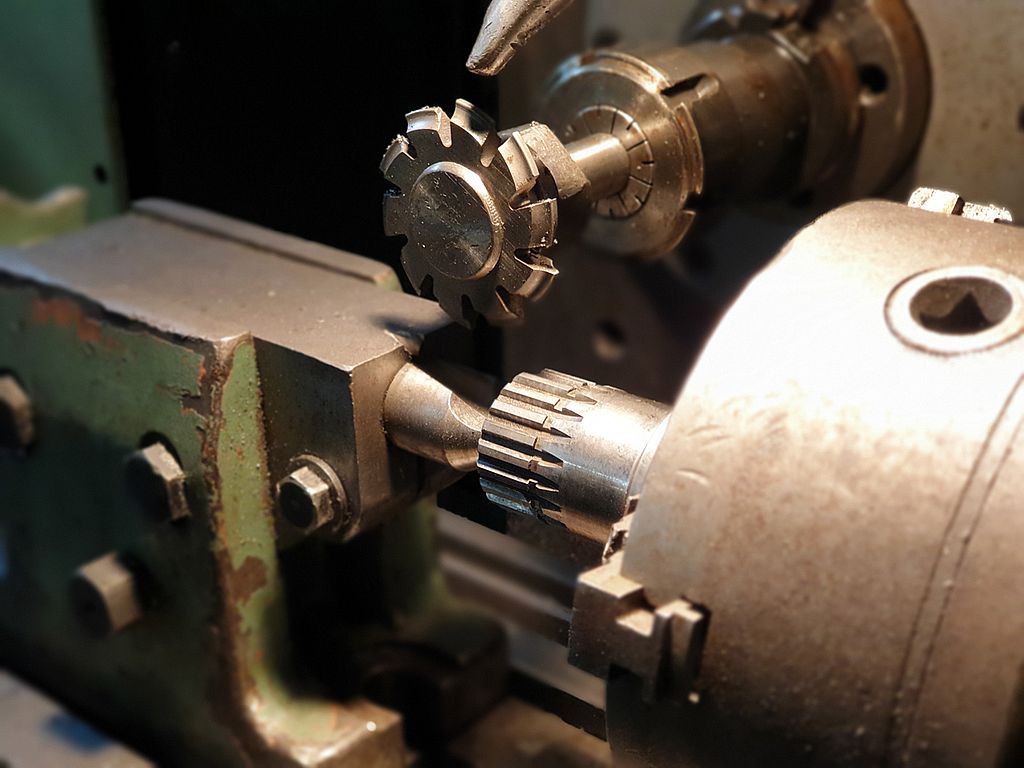
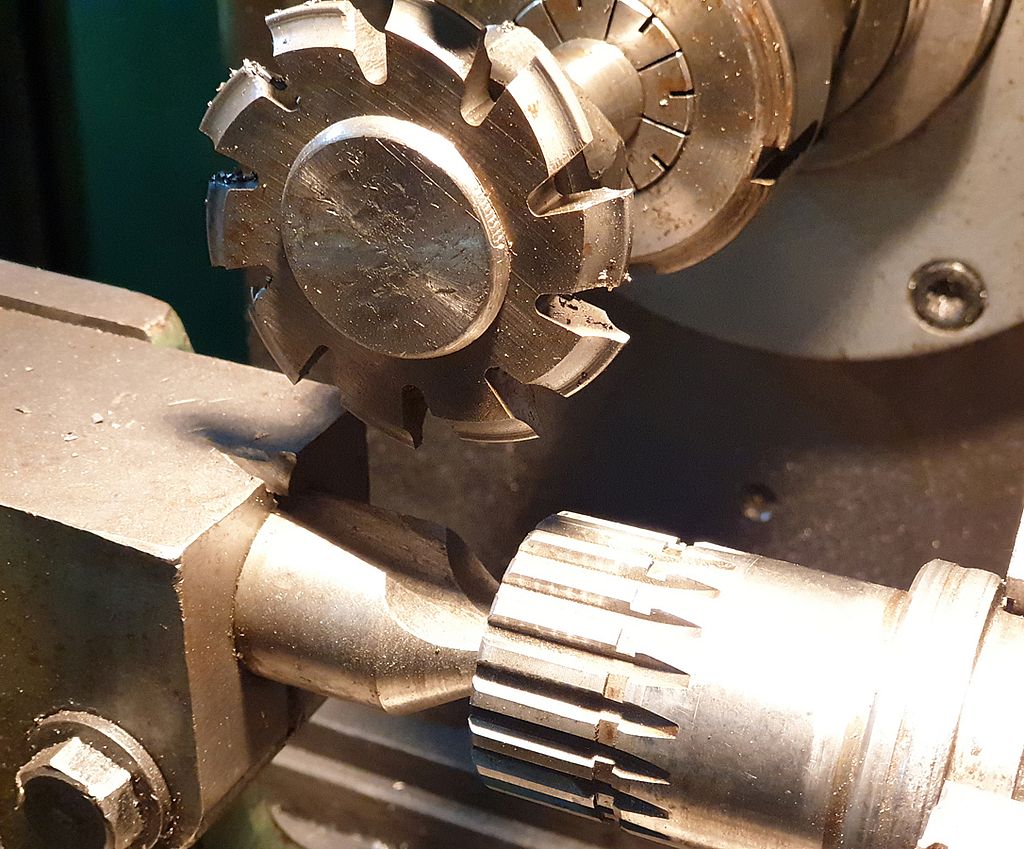
Verzahnungsfräsen mit Scheibenfräsern.
Verzahnungsfräsen mit Scheibenfräsern
Die dritte Methode ist das Scheibenfräsen. Dieses Verfahren wird aufgrund der Bearbeitungstechnik nur für Außenverzahnungen eingesetzt. Das Keilwellenfräsen mit Scheibenfräsern kann in Multi-Tasking-Werkzeugmaschinen, Fräszentren oder Drehzentren eingesetzt werden. Dadurch ergibt sich ein breiteres Einsatzspektrum der Maschine als bei den bisher verwendeten Umfangsfräsmaschinen. Das macht die Bearbeitung schneller und flexibler und senkt damit die Investitionskosten in der Produktion. Der Einsatz von Scheibenfräsern ermöglicht die Bearbeitung mit hohen Schnittgeschwindigkeiten bei einem einzigen Zahnabstand. Dies ermöglicht die Bearbeitung schwer zerspanbarer Werkstoffe. Erwähnenswert ist auch, dass dieses Verfahren aus wirtschaftlichen Gründen bei kleinen und mittleren Stückzahlen eingesetzt wird.
Periphere Bearbeitung
Das letzte Verfahren ist die Hüllkurvenbearbeitung, die für die Herstellung von Zahnrädern mit Außenverzahnung auf Hüllkurvenfräsmaschinen oder fünfachsigen Werkzeugmaschinen eingesetzt wird. Sie besteht aus dem Schneiden mit einem schraubenförmigen Werkzeug in einem rotierenden Muster. Aufgrund der begrenzten Form und Größe der Schneidplatten ist diese Methode für Zahnformen nach DIN 3972-2 mit einem Modul im Bereich von 3-10 [mm] geeignet. Dennoch liegt einer der größten Vorteile bei der Verwendung eines Multiwerkzeugs in der hohen Schnittgeschwindigkeit und der hohen Werkzeugstandzeit, was zu kürzeren Stillstandszeiten und weniger Prozessausfällen führt.