Frezowanie czołowe jest najpopularniejszą i najbardziej wydajną metodą frezowania płaszczyzn, elementów korpusów. Efektywność usuwania materiału z powierzchni obrabianego detalu uzyskuje się poprzez kombinację rozmaitych czynników. Między innymi głębokości skrawania, wielkości posuwu, rozmaite kąty przystawienia płytek skrawających w głowicach, ilości efektywnie skrawających płytek.
Czym frezujemy ?
Najbardziej popularne przy frezowaniu czołowym są frezy lub głowice frezarskie z kątem przystawienia 45o. Takie rozwiązanie eliminuje drgania i pozwala stosować narzędzia na długich uchwytach mocujących. Poprzez kąt przystawienia 45 stopni zmniejsza się głębokość skrawania. Dla głowic z taką geometrią maksymalnie wynosi on około 8 mm. Dzięki możliwości zwiększenia posuwu na ostrze pozwala to efektywnie zwiększyć wydajność skrawania w stosunku do frezów z kątem przystawienia płytek 90o. Dla tych głowic zachowując mimośrodowe ustawienie głowicy względem obrabianej powierzchni należy zapewnić ciągły kontakt z materiałem. Należy projektować tak drogę narzędzia aby unikać wejść i wyjść z materiału. W przedsiębiorstwie ConMatec.pl z powodzeniem stosujemy głowice KORLOY z serii FUTURE MILL – typ FMAC 3000 / 4000 z kątem przystawienia 45o. Są to typowe głowice do planowania powierzchni.

Dla ciężkiej obróbki frezarskiej przy planowaniu powierzchni przy skórowaniu odlewów i odkuwek konieczne jest stosowanie kąta przystawienia od 60o do 45o. A przy zachowaniu stosunkowo dużej głębokości skrawania – nawet 8 – 12 mm. Należy przy tym zachować parametry posuwu około 0,2 – 0,6 mm na ostrze. Kształt i wielkość płytek musi zapewniać stabilność obróbki dla zmiennej grubości warstwy skrawanej.
Frezowanie czołowe z wysokimi posuwami.
Dzięki zastosowaniu głowic z płytkami o małym kącie przystawienia, czyli około 10o – 15o ograniczona jest możliwość uzyskiwania dużych głębokości skrawania. Jest to maksymalnie 1,5 do 2 mm. Jednakże zwiększenie posuwu na ostrze nawet do 4 mm na ząb sprawia, że wydajność frezowania jest bardzo wysoka. ConMatec.pl stosuje na centrach obróbczych głowice KORLOY serii HRMC o średnicach fi 63 i fi 80 i kącie przystawienia 15o. Przy frezowaniu stali gatunkowych w stanie ulepszonym cieplnie możliwe jest wykonywanie sprawnej obróbki przy głębokościach skrawania 0,5 mm.


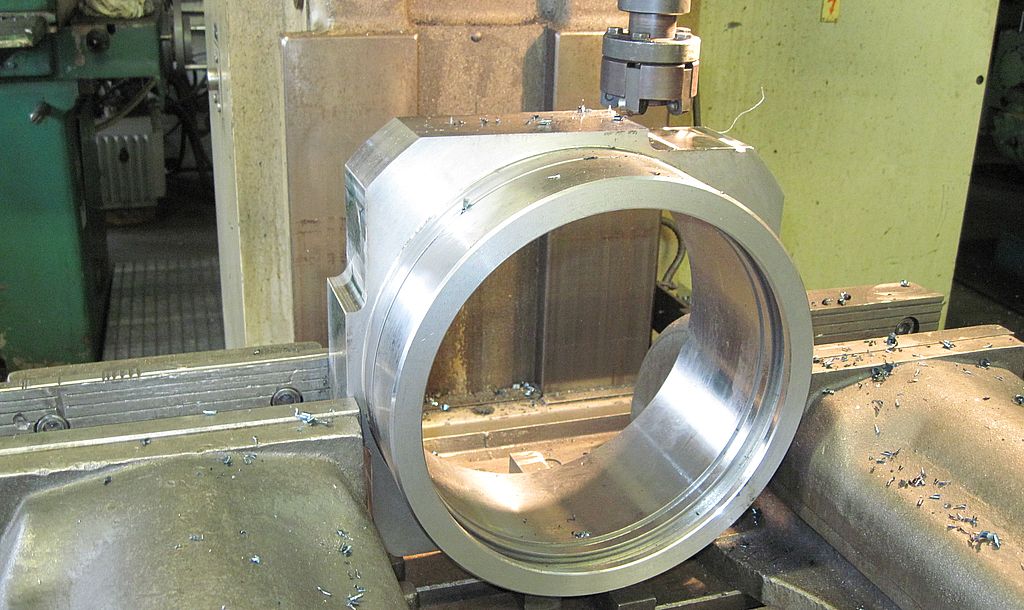


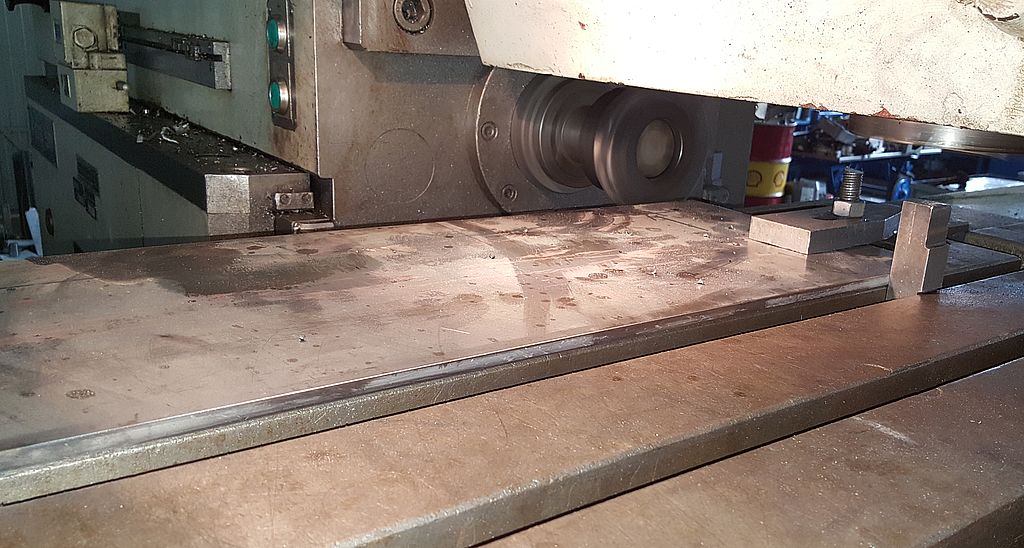
Różne fazy frezowania czołowego wykonywane w naszym zakładzie.
Zapraszamy do skorzystania z naszych usług.